
注塑机双合金螺杆料筒卡死故障的深度分析与精准排除
在注塑生产的精密体系中,双合金螺杆与料筒堪称“心脏部件”,其配合精度常高达0.05~0.15mm(视机台规格而定)。然而一旦发生螺杆卡死故障,整条生产线便可能陷入瘫痪。这类故障绝非偶然,背后往往隐藏着材料、设计、操作等多重诱因的叠加效应。
一、双合金螺杆卡死的五大诱因及形成机理
1.异物入侵与杂质超限:当原料中混入≥0.5mm的金属碎屑或高硬度杂质(如玻璃纤维团聚块),会在瞬间划伤双合金表面。实验显示,铁屑卡入后局部压强可超200MPa,远超双合金屈服极限。
2.热膨胀失配的致命效应:当料筒加料段因冷却水维持低温(约50℃),而螺杆在无冷却状态下升温至300℃以上时,若两者热膨胀系数差>2×10⁻⁶/℃(如38CrMoAlA螺杆与合金钢料筒组合),径向间隙将消失导致抱死。
3.塑化温度失控的双重危局:低温塑化(如PC料筒温度<280℃)会暴增扭矩30%以上,致使螺杆扭曲;而局部过热(如加热圈失控)则会使物料碳化结焦,形成高分子“混凝土”堵塞螺槽。
4.结构性设计缺陷:压缩比>2.8的螺杆加工高粘度物料(如PVC)时,因回流通道不足,轴向应力骤升引发螺杆弯曲变形。某案例显示,设计缺陷导致螺杆服役寿命不足2000小时。
5.空转与润滑缺失的隐性伤害:停机时未及时排空料筒,残留物料在余热下交联固化。此时若螺杆空转超3分钟,干摩擦将造成螺纹棱面拉毛,为后续卡死埋下伏笔。
二、精准拆卸:避免二次损伤的关键流程
当螺杆卡死后,暴力拆卸将导致螺纹崩裂甚至料筒报废。必须严格执行热拆解工艺:
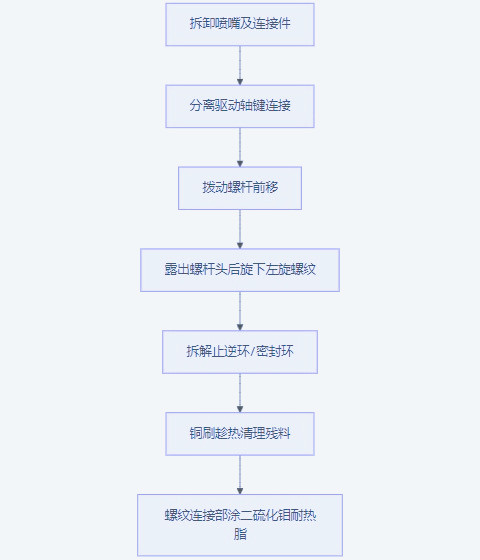
特别警示:螺杆头螺纹多为左旋设计,反向旋转易造成螺纹滑丝。某维修站数据显示,30%的螺杆损伤源于错误旋向操作。
三、修复决策树与长效预防策略
面对损伤的螺杆,需根据缺陷特征选择再生方案:
| 损伤等级 | 检测标准 | 修复工艺 | 经济性对比 |
|---|---|---|---|
| 轻微划痕 | 深度≤0.1mm | 油石研磨+镀硬铬(0.05mm) | 成本≈新螺杆15% |
| 深度磨损 | 间隙>0.3%D | 热喷涂WC合金(增厚2~3mm) | 成本≈新螺杆40% |
| 螺纹坍塌 | 局部缺损>1mm | 激光熔覆Co基合金 | 成本≈新螺杆60% |
| 整体变形 | 直线度>0.5mm/m | 报废处理 | —— |
预防性维护四要素:
1.磁化防护:在料斗入口加装≥8000高斯的钕铁硼磁栅,可拦截99%铁屑;
2.热管理闭环:采用PID双通道温控,确保料筒各段温差<5℃,螺杆芯部通恒温油(控温精度±1℃);
3.压缩比适配:加工玻纤增强料时选用低压缩比螺杆(1.8~2.2),降低扭力峰值;
4.开机规程:预热阶段需每5分钟手动盘动螺杆,确认无阻滞方可启动。
技术总结:双合金系统的卡死故障本质是能量失衡的最终表现——无论是机械能(扭矩超限)、热能(膨胀失配)还是化学能(碳化堆积)。唯有通过多维度实时监控(温度/扭矩/振动分析)建立预测性维护模型,方能使设备寿命提升30%以上。每一次螺杆的旋转,都是材料科学与机械精密度的共舞,而精准的故障排除则是维持这场舞蹈永不谢幕的终极艺术。
相关资讯
 宁波橡胶挤出机多少钱一台 2019-12-03
宁波橡胶挤出机多少钱一台 2019-12-03 冷喂料橡胶挤出机特点及作用 2016-11-29
冷喂料橡胶挤出机特点及作用 2016-11-29 平行双螺杆机筒的规格,参数,材料及工艺 2016-08-09
平行双螺杆机筒的规格,参数,材料及工艺 2016-08-09 剖分式同向平行双螺杆挤出机 2017-12-14
剖分式同向平行双螺杆挤出机 2017-12-14 锥形双螺杆挤出机主要技术参数 2018-04-19
锥形双螺杆挤出机主要技术参数 2018-04-19 平行双螺杆挤出机日常维护与保养 2016-11-17
平行双螺杆挤出机日常维护与保养 2016-11-17 橡胶挤出机的主要应用 2018-10-24
橡胶挤出机的主要应用 2018-10-24 塑料双螺杆挤出机可以怎么分 2016-09-07
塑料双螺杆挤出机可以怎么分 2016-09-07 塑料挤出机螺杆的类型 2016-10-11
塑料挤出机螺杆的类型 2016-10-11 橡胶挤出机的结构 2018-12-07
橡胶挤出机的结构 2018-12-07