网站首页
栋斌简介
产品展示
橡胶挤出机螺杆机筒
平行双螺杆机筒
锥形双螺杆机筒
塑料挤出机螺杆机筒
注塑机螺杆机筒
双合金螺杆机筒
橡胶挤出机螺杆机筒修复
橡胶挤出机配件
其他产品
新闻资讯
企业新闻
行业资讯
技术知识
常见问题
工艺流程
工厂设备
荣誉资质
联系栋斌
中文
英文版
关于我们
COMPANY OVERVIEW
01
栋斌简介
02
工艺流程
03
工厂设备
04
荣誉资质
05
销售网络
06
联系栋斌
首页
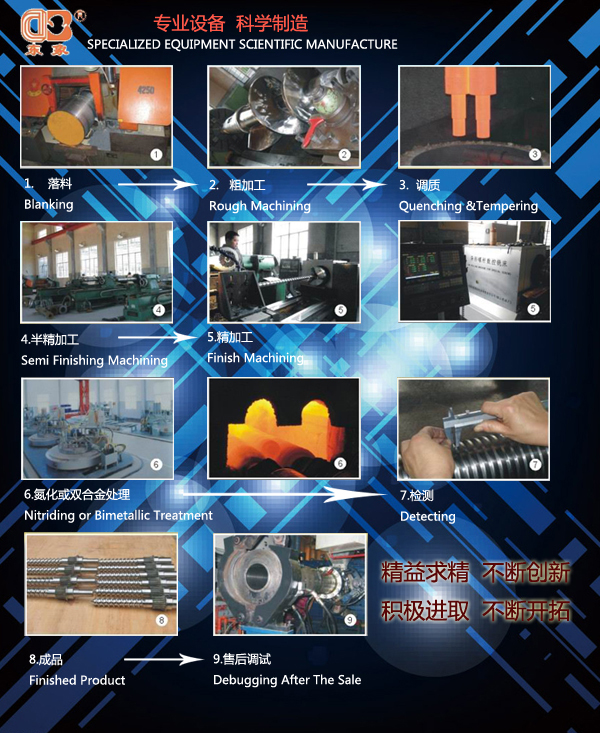
工艺流程
关于我们
栋斌简介
工艺流程
工厂设备
荣誉资质
销售网络
联系栋斌
产品技术指标
材料和工艺
调质硬度
HB240~280
优质38CrMoALA
优质双相不锈钢
锌3#钢
优质粉末冶金材料
冷、热喷涂硬金属工艺
先进渗氮工艺
耐腐蚀、耐磨双金属喷涂工艺
全硬螺杆(HTP1耐磨,HTP2耐腐蚀,HTP3耐磨耐腐蚀)
氮化硬度
HV950~1000
氮化层深度
0.55~0.7mm
氮化脆度
≤一级
表面粗糙度
Ra 0.4
螺杆直线度
0.015mm
氮化后表面镀铬层硬度≥900HB
镀铬层厚度
0.05~0.10mm
双合金硬度
HRC55~62
双合金深度
1.5~2.0mm